
Mëngë përshtatës H31/500 H31/530 H31/560

Parimi i mëngës së përshtatësit
Parimi i mëngës së përshtatësit i referohet një metode në të cilën formohet një hendek i caktuar midis pjesës së punës dhe mëngës duke e vendosur pjesën e punës në një mëngë të madhësisë së duhur në përpunim, dhe sipërfaqja e jashtme e mëngës përdoret si referencë për siguroni saktësinë dimensionale të pjesës së punës.
Ideja themelore e parimit të mëngës së përshtatësit është përdorimi i sipërfaqes së jashtme të mëngës si një plan referimi për të siguruar që pjesa e punës të mos shkaktojë devijime dimensionale për shkak të deformimit të materialit ose gabimeve të përpunimit gjatë përpunimit. Në procesin e përpunimit, pjesa e punës futet në mëngë, dhe sipërfaqja e jashtme e mëngës lëviz në lidhje me prerësin ose mjetet e tjera të përpunimit dhe formohet një hendek i caktuar midis pjesës së punës dhe mëngës, në mënyrë që gjatë përpunimit procesi, pjesa e punës do të shkurtohet automatikisht sipas formës së mëngës, në mënyrë që të sigurohet saktësia dimensionale e përpunimit të pjesës së punës.
Nëpërmjet parimit të mëngës së përshtatësit, saktësia dimensionale e pjesës së punës mund të garantohet në mënyrë efektive, efikasiteti i përpunimit mund të përmirësohet dhe kostoja e përpunimit mund të reduktohet. Megjithatë, në aplikimet praktike, faktorë të tillë si përzgjedhja e madhësisë së mëngës dhe deformimi termik gjatë procesit të përpunimit duhet të merren parasysh për të siguruar efektivitetin e parimit të mëngës së përshtatësit. Në të njëjtën kohë, në raste të veçanta, sipërfaqja e brendshme e mëngës mund të përdoret gjithashtu si referencë për të realizuar zbatimin e parimit të mëngës së përshtatësit.
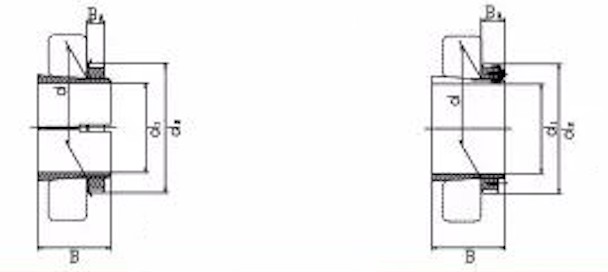
| Emërtimet | Dimensionet e kufirit | Kushinetat e përshtatshme | Wt | |||||
| d | d1 | B | d2 | B3 | Mbajtëse rul sferike | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500 mijë | - | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | - | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | - | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | - | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | - | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | - | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | - | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | - | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231.800 mijë | - | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | - | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | - | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | - | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | - | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | - | 984 |




